|
ホゾの長手側面も通しホゾが長いので、角ノミ盤での加工でも左右
(長手)と同様前後にもホゾ穴がずれますので、上の左写真のよう
にノミで綺麗にさらい調整しますが、この部分はホゾが長いために
追い入れノミでは肉厚が有りますから、ノミがつかえてしまいますの
で、薄ノミが必要になります。
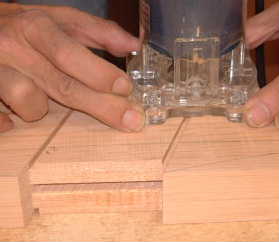
次に初めに切込みを入れた角度の付いた溝部分をトリマで掘り取
ります。上の右写真のように部材を作業台にF クランプで固定して、
トリマで掘って行きますが、溝幅が広いですからトリマベースが外れ
て安定して加工できませんので、二段目の左写真のようにトリマベ
ースが外れないように適当な部分を少し掘り残して掘ります。
この掘り残しは最後に二段目の右写真のようにノミで削り取ります。
こうした部分はトリマベースの広いもの有りますし、透明なアクリル
板で広いベースを作ってしまえば作業が楽になります。
最後は溝の両端の掘り残し部分をノミで綺麗にさらい溝掘り作業終
了です。
両面同様に仕上げればこれで三段目の写真のように、欠き込みホ
ゾ付き三枚接ぎ凹部分の完成です。
ひとまずロッカーの加工はここまでにして、凹が加工出来ましたの
で凸に当たる差し込む脚のホゾを、基準面が有る間に嵌め合いが
仮調整できるところまで仕上げます。
このホゾは下の右写真のように、横切り盤で縦に切り込みを入れ
ていくだけですが、切り込み深さが大きいですから、一度の切断量
を大きくしますとノコ刃が逃げる可能性がありますので、最後の寸
法決めは極力切断量を落として仕上げます。そうしたことを加味し
ながらノコ刃の傾きは慎重に調整します。
ノギスで確認しホゾ穴で嵌め合いを現合確認しながら進めますが、
細くし過ぎますと極端に接合強度が落ちてしまいますし、修正が利
きませんので特に慎重に加工します。
|